No products in the cart.
TIN MỚI
Orbital welding (hàn quỹ đạo) – Tổng quan từ A đến Z trong 1 bài viết duy nhất

31
Th5
Th5
Hàn quỹ đạo – orbital welding có phù hợp với ứng dụng ống hoặc ống dẫn của bạn không? Hãy đọc để tìm hiểu.Trong hướng dẫn này, bạn sẽ tìm hiểu những điều cần thiết khi nói đến Hàn quỹ đạo – orbital welding. Từ các ứng dụng và ngành công nghiệp cho đến việc chuẩn bị và lập trình hàn, Máy hàn orbital sẽ chia sẻ tất cả những gì bạn cần biết về Hàn quỹ đạo – orbital welding.

Hàn quỹ đạo – orbital welding là gì
Hàn quỹ đạo – orbital welding là hàn tự động bằng một điện cực quay (hoặc quay quanh) 360 độ xung quanh phôi (ống). Hàn quỹ đạo – orbital welding có thể được tiến hành trên ống hoặc ống dẫn với việc bổ sung vật liệu phụ hoặc như một quá trình nấu chảy kim loại tại điểm hàn.
Vào những năm 1950, Hàn quỹ đạo – orbital welding được ngành công nghiệp hàng không vũ trụ phát triển để thay thế các mối hàn thủ công. Loại hàn này thuộc loại hàn TIG (Khí trơ vonfram). Như bạn có thể thấy trong hình bên dưới, hàn TIG chỉ chiếm 3% lượng hàn trên toàn thế giới. Trong đó, chỉ có khoảng 5% hàn TIG quỹ đạo trong 3% hàn TIG đó.
Lợi ích của Hàn quỹ đạo – orbital welding
Hàn thủ công có thể không đáng tin cậy và khối lượng công việc thường có thể trở nên lớn hơn ngay cả những thợ hàn lành nghề nhất có thể xử lý. Với hệ thống Hàn quỹ đạo – orbital welding, các mối hàn đồng nhất có thể được tạo ra nhanh chóng với nguy cơ xảy ra lỗi của con người ở mức tối thiểu.
Quá trình Hàn quỹ đạo – orbital welding được thiết kế để tạo ra các mối hàn đáp ứng tiêu chí chấp nhận ASME BPE. Kích thước hạt nhất quán và khả năng xuyên thấu hoàn toàn tạo ra các bề mặt nhẵn giúp ngăn chặn sự phát triển của vi sinh vật và khả năng nhiễm bẩn sản phẩm. Điều này đặc biệt có lợi trong các ứng dụng quan trọng như trong ngành dược phẩm hoặc thực phẩm và đồ uống.
Hàn quỹ đạo – orbital welding giúp:
- Tăng tốc độ và hiệu quả quy trình.
- Chất lượng mối hàn – Độ chính xác và nhất quán.
- Độ lặp lại mối hàn.
- Độ sạch của mối hàn.
- Tính linh hoạt cho các ứng dụng độc đáo – chẳng hạn như một chi tiết không thể xoay được, hoặc nằm ở khu vực khó tiếp cận.
- Lưu lại được lịch sử quá trình hàn.
Hàn quỹ đạo – orbital welding ngăn ngừa:
- Độ ngấu mối hàn thấp.
- Mối hàn nóng chảy không đều.
- Thiếu khí bảo vệ mối hàn.
Ứng dụng và công nghiệp Hàn quỹ đạo – orbital welding
Bất kỳ ống hoặc đường ống nào đều có khả năng được hàn bằng máy Hàn quỹ đạo – orbital welding.
- ống với ống (tube to tube)
- ống với đầu nối (tube to fitting)
- đầu nối với đầu nối (fitting to fitting)
- ống với bề mặt phẳng (tube to tube sheet)

Các ngành nghề
- Chất bán dẫn
- Công nghệ sinh học
- Dược phẩm
- Mỹ phẩm
- Chế biến Thực phẩm & Sữa
- Nhà máy bia & nhà máy rượu vang
- Thiết bị điện tử
- Hóa chất
- Hàng không vũ trụ
- Đường ống hạt nhân
Máy Hàn quỹ đạo – orbital welding
Một hệ thống Hàn quỹ đạo – orbital welding bao gồm ba phần: nguồn điện, bộ làm mát nước và đầu hàn.
Nguồn cấp
Nguồn điện, còn được gọi là nguồn điện hoặc bộ điều khiển, là nơi tiến hành lập trình mối hàn. Những bộ nguồn này dựa trên bộ vi xử lý và kiểm soát tất cả các thông số mối hàn. Nó truyền tốc độ hàn, cường độ dòng điện, thời gian xung, thời gian cấp khí bảo vệ, v.v. tới đầu hàn. Bộ nguồn có khả năng cấp dây có các điều khiển bổ sung. Ở mức tối thiểu, điều này sẽ bao gồm tốc độ cấp dây và các điều khoản để tiến hoặc rút dây. Bộ nguồn cũng ghi lại các mối hàn, lưu trữ các chương trình để sử dụng trong tương lai và có máy in để ghi lại các mối hàn sau mỗi mối hàn. Lịch trình hàn của hệ thống giúp tạo ra các mối hàn nhất quán và có thể lặp lại.
Hệ thống làm mát bằng nước
Bộ làm mát nước là một thành phần quan trọng của hệ thống Hàn quỹ đạo – orbital welding. Nó kết nối với đầu hàn và chứa chất lỏng làm mát. Chúng tôi khuyên dùng bình chứa chất làm mát/chất chống đông có độ dẫn điện thấp chứa glycol. Sử dụng máy bơm, bộ làm mát nước sẽ chảy chất làm mát qua đường làm mát đầu hàn và vào đầu hàn. Điều này cho phép đầu hàn chạy ở chu kỳ hoạt động 100% và ngăn các bộ phận bên trong quá nóng trong quá trình hàn. Đa phần các bộ nguồn của máy hàn Orbitalum được tích hợp sẵn bộ làm mát.

Đầu Hàn quỹ đạo – orbital welding
Đầu Hàn quỹ đạo – orbital welding kết nối với nguồn điện và bộ làm mát nước thông qua một loạt các kết nối cáp. Có hai lựa chọn khi nói đến đầu hàn: đầu hàn kín và đầu hàn hở.
Hàn ống quỹ đạo – Đầu hàn kín
Đầu hàn kín tạo ra một buồng khí trơ bao quanh mối hàn. Chúng cung cấp một tấm chắn liên tục với khí trơ chảy cho toàn bộ mối hàn trong quá trình lấp đầy bằng khí bảo vệ (argon) ngăn mối hàn tiếp xúc với khí quyển. Môi trường được bao bọc này giúp tạo ra các mối hàn TIG chất lượng cao với khả năng giảm nguy cơ xuất hiện các khuyết điểm. Điều này đặc biệt quan trọng đối với việc hàn ống vi sinh các dây chuyền chế biến trong các ngành công nghiệp như dược phẩm, thực phẩm, đồ uống, v.v.
Không cần mũ hàn khi tiến hành hàn. Loại đầu hàn này thường được sử dụng để hàn ống quỹ đạo trên ống có thành mỏng. Với đầu hàn kín, ống hoặc đầu nối được giữ ở vị trí bằng cách sử dụng các miếng đệm hoặc ống kẹp ống có đường kính ống chính xác được lắp trên cả hai mặt của đầu hàn. Kim hàn bằng vonfram được cố định trên một vòng cung chuyển động quanh ống đã cố định tạo ra mối hàn đồng nhất do được điều khiển bỡi bộ nguồn.

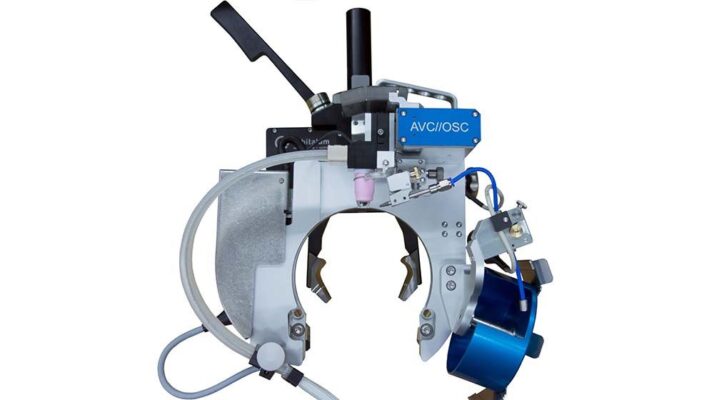
Hàn ống quỹ đạo – Đầu hàn mở
Những đầu hàn này thường được sử dụng nhiều nhất cho các ứng dụng hàn ống trong đó cần có dây phụ và cần có nhiều đường hàn để hoàn thành mối hàn.
Với các đầu khung mở này, khí bảo vệ được giới hạn ở điện cực và vũng hàn ngay bên dưới điện cực. Mối hàn tạo thành có sự đổi màu nhiệt nhiều hơn đáng kể trên bề mặt đường kính ngoài (O.D.) so với đầu quỹ đạo kín.
Hàn quỹ đạo – orbital welding với cấp dây phụ không hoàn toàn tự động. Có thể cần phải điều chỉnh một số điều chỉnh như điều khiển mỏ hàn để theo dõi mối nối hoặc điều chỉnh khe hở hồ quang. Điều này đòi hỏi kỹ năng vận hành nhiều hơn đáng kể so với đầu hàn kín.
Quá trình Hàn quỹ đạo – orbital welding
Trước khi bắt đầu hàn hồ quang, có một số bước quan trọng để đảm bảo chi tiết đã sẵn sàng cho mối hàn.
Bước 1. Cắt ống
Máy cưa quỹ đạo xoay đều xung quanh phôi, tạo ra vết cắt sạch và đều. Điều này thường được sử dụng trên ống vi sinh và ống có thành mỏng nhỏ.
Đối với ống thành dày dày cần cắt và và sử dụng máy vát mép theo biên J hoặc V để tạo ra mối hàn có chất lượng tốt nhất.
Tham khảo máy cắt ống tại đây!
Bước 2. Vát mặt cắt và vát mép
Ống có thành mỏng: Sau khi cắt, sử dụng dụng cụ vát mặt ống để loại bỏ các gờ và các khuyết điểm khác. Mặc dù nó thường bị bỏ qua, nhưng việc tạo mối ghép hoàn hảo là một phần quan trọng để tạo ra một mối hàn tốt, cả trong Hàn quỹ đạo – orbital welding và hàn tay. Các gờ trong mối hàn có thể tạo không gian cho vi khuẩn tích tụ và gây ô nhiễm trong tương lai.
Tham khảo máy vát mép ống tại đây!
Bước 3. Làm sạch
Bước này vô cùng quan trọng, đặc biệt trong hàn ống vi sinh inox. Làm sạch ống hoặc đường ống sẽ loại bỏ các chất gây ô nhiễm tiềm ẩn và giúp bạn có được vị trí tốt nhất để hàn thành công.
Bước 4. Vonfram
Mối hàn chất lượng cũng phụ thuộc rất nhiều vào điện cực vonfram. Vì vậy chúng ta phải đảm bảo kích thước của điện cực đúng theo thông số hàn.

Bước 5. Căn chỉnh
Trong hàn tổng hợp quỹ đạo, việc lắp ráp là cực kỳ quan trọng khi nói đến sự xuyên thấu của mối hàn. Đặt hai đầu lại với nhau bên trong đầu hàn, đảm bảo chúng thẳng hàng với điện cực vonfram. Sau đó, chỉ cần kẹp cả hai bên xuống.
Nếu hàn bằng dây phụ, bạn sẽ cần nối hai mảnh lại với nhau hoặc dùng thiết bị kẹp để gắn hai đầu lại với nhau. Khi đó, đầu hàn sẽ cần căn chỉnh thẳng hàng với mối nối. Có thể điều chỉnh vonfram, góc dây và khoảng cách dây khi cần thiết bằng mặt dây chuyền từ xa.
Bước 6. Khí bảo vệ mối hàn
Sau khi căn chỉnh, loại bỏ oxy từ bên trong ống hoặc đường ống bằng cách sử dụng khí bảo vệ argon hoặc hỗn hợp. Nếu bạn cố gắng thực hiện một mối hàn mà không tẩy, oxy có trong sẽ gây ra sự đổi màu và không hoàn hảo, ảnh hưởng lớn đến tính toàn vẹn của mối hàn. Việc làm sạch cũng giúp giữ cho mối hàn không bị lún trong quá trình thêm dây bằng cách duy trì áp suất bên trong đường ống.
Sử dụng phích cắm thanh lọc, đũa thanh lọc ngược hoặc thanh lọc cây để khuếch tán đều khí trơ đã chọn vào ống hoặc đường ống. Việc tẩy cơ bản có thể được thực hiện bằng băng dính chịu nhiệt, nhưng bạn phải hy sinh tính nhất quán do nút tẩy mang lại. Khi phôi của bạn đã được loại bỏ hết vết oxy, bạn đã sẵn sàng bắt đầu một vòng cung.
BƯỚC 7. Chương trình hàn orbital
Bộ nguồn ngày nay có công nghệ lập trình tự động. Nó đơn giản như việc nhập đầu hàn đang được sử dụng, vật liệu được hàn, O.D. kích thước và độ dày của tường vào nguồn điện. Nguồn điện sau đó sẽ tạo ra một chương trình được phát triển trước. Thông thường sẽ cần rất ít điều chỉnh để tạo ra một chương trình hàn chính xác. Nếu không, người vận hành sẽ cần lập trình những phần sau để phát triển chương trình:
4 bậc hàn trở lên (phải có đủ thời gian để liên kết trước khi xuống dốc)
Kiểm soát tốc độ hàn
Điều chỉnh cường độ dòng điện để có được mối hàn đồng đều, xuyên thấu hoàn toàn
Để hiểu đầy đủ nhu cầu lập trình, hãy lên lịch đào tạo Hàn quỹ đạo – orbital welding. Bạn sẽ có được thông tin chi tiết chuyên sâu và kinh nghiệm thực tế khi học hỏi từ chuyên gia Hàn quỹ đạo – orbital welding.
Bước 8. Hàn
Khi tất cả các bước này đã hoàn thành, bạn đã sẵn sàng bắt đầu một vòng cung. Vonfram sau đó sẽ xoay 360 độ xung quanh phôi để tạo ra mối hàn đồng nhất.
Chúng tôi khuyên bạn nên kiểm tra mối hàn ban đầu và điều chỉnh các thông số hàn nếu cần cho ứng dụng của mình.
Vật tư Hàn quỹ đạo – orbital welding
Để vận hành thành công thiết bị Hàn quỹ đạo – orbital welding của bạn, bạn phải có vật tư và phụ kiện thích hợp. Như đã đề cập ở trên, phụ kiện cần thiết nhất trong Hàn quỹ đạo – orbital welding chính là que hàn tig – cerated vonfram. Vonfram là cần thiết để bắt đầu một vòng cung cho mối hàn.
Các vật tư Hàn quỹ đạo – orbital welding cần thiết khác bao gồm:
- Dụng cụ vệ sinh
- Khí trơ & Bộ điều chỉnh kép
- Đầu hàn gắn băng ghế
- Máy phân tích oxy
- Giấy in
Đào tạo Hàn quỹ đạo – orbital welding
Để đạt được các mối hàn nhất quán và có thể lặp lại, bạn nên được đào tạo trước khi vận hành máy Hàn quỹ đạo – orbital welding. Các buổi đào tạo đảm bảo sự tự tin của bạn về thiết bị Hàn quỹ đạo – orbital welding và khả năng vận hành nó. Bên ngoài cơ sở hoặc trong phòng thí nghiệm hàn được trang bị đầy đủ của chúng tôi, Morgan Industrial Technology cung cấp một môi trường có tổ chức, có sức chứa và thoải mái được xây dựng để học tập mang tính xây dựng. Đào tạo hàn ống quỹ đạo thường mất 1 ngày trong khi đào tạo hàn ống quỹ đạo mất 3-5 ngày tùy theo ứng dụng.
Sửa chữa thiết bị
Để tránh lỗi và hỏng hóc thiết bị, hãy thực hiện các biện pháp bảo trì phòng ngừa như làm sạch rôto đầu hàn và gửi thiết bị của bạn đi hiệu chuẩn hàng năm. Nếu thiết bị của bạn không hoạt động được, hãy gửi thiết bị đó đến trung tâm sửa chữa được nhà máy chứng nhận chẳng hạn như MIT. Nhóm của chúng tôi có kiến thức và nguồn lực để giúp bạn đánh giá ứng dụng chuyên môn của mình và xác định các thành phần cần thiết.
Hãy liên hệ với chúng tôi nếu bạn có nhu cầu tư vấn thêm:
Công Ty TNHH Cryogas Việt Nam
Địa chỉ: số E53 đường D9 KDC D2D, Phường Thống Nhất, Thành phố Biên Hoà, Tỉnh Đồng Nai, Việt Nam
Gọi: 0901442526 Zalo: 0901442526Tham khảo thêm trang web Orbitalum – Đức tại đây!
Bài viết chi tiết nội dung đầy đủ.
Cảm ơn bạn!